|
商品の詳細:
|
| PD (W): | 1000 W | 周波数: | 35KHz |
|---|---|---|---|
| 発電機: | デジタル発電機 | 入力電圧: | 220 V/50 Hz |
| コントロール: | 手動制御 | コンポーネント: | デジタル発電機、トランスデューサー、ブスター、溶接の角 |
| 角の材料: | 特別な鋼鉄 | ||
| ハイライト: | 超音波金属の溶接装置,超音波金属の溶接工 |
||
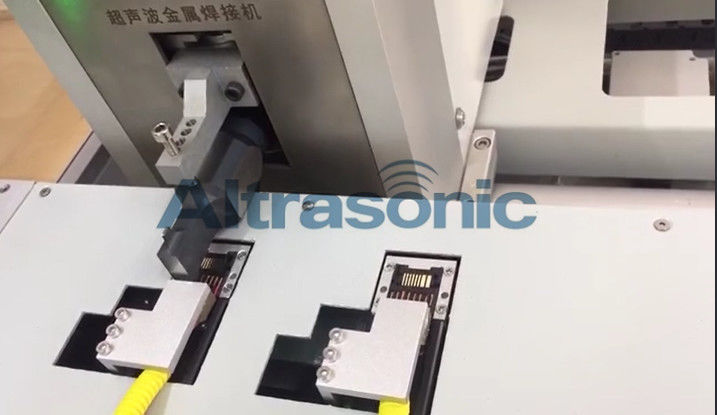
コンピュータ マザー ボード回路の家のApplicances回路のための超音波金属の溶接
記述:
超音波配線用ハーネスの溶接は2溶接ワイヤへ溶接された表面である高周波振動波の使用です。与圧の場合には分子層間の融合を形作るために、二線式の馬具の表面は互いに摩擦します。超音波配線用ハーネスの溶接の利点は高速、省エネ、高い融合の強さ、よい伝導性、冷間加工の近くの火花およびではないです。超音波配線用ハーネスの溶接の不利な点は金属部品余りにも厚い場合もありません(5mmと一般に等しいかまたはそれ以下)、溶接ビット加圧されるには余りにも大きく、必要性のどれであるには場合もありませんです。
主義:
超音波溶接の原則は磁気トランスデューサーを通したキロヘルツの超音波力の超音波発電機の10機械頻度の超音波振動を作り出す発生します。溶接のカッターは端の適切な位置で置かれ、チョッパーは交互になる剪断応力と呼ばれる機械振動を作り出さなければなりません。酸化膜のアルミニウム ワイヤーそして破片のアルミニウム溶接の表面は損なわれ、摩擦のために、インターフェイス農産物にアルミニウム ワイヤーの溶接へのある程度の熱および破片のアルミニウム パッドはある特定のプラスチック変形、形態の近くのアルミニウム原子金属の接触が強い結束あります。
相違は超音波金属の溶接および超音波プラスチック溶接をbetwwen:
超音波のために精神、超音波溶接を溶接するためにより高い要求に応じるべきです適用して下さい;通常のプラスチック溶接に関連して、入力、出力密度、安定性およびオートメーションは制御し、条件、それはの他の面同じレベルではないです。今度は自己興奮する回路、典型的な代表の基本的な使用を用いる国内超音波プラスチック溶接:8400,8700の全橋回路および台湾の一般的な半橋は、調整インダクタンスのための重要な特徴巡回します。金属の溶接、技術的な生来の不足にプラスチック溶接のために直接使用された既存の成長した技術が不安定なプロダクトの使用をもたらせば;その利点だけ金属の溶接自体の需要が高いののために安いです、しかし。この利点は非常に薄いです。
特徴:
超音波溶接および抵抗溶接方法は、型の生命長いです、型の革新および取り替えの時間は小さく、オートメーションを達成して容易です。
同じ一種の金属は電気の費用と比較される異なった種類の金属の超音波溶接の間にです大いにより少ないエネルギーある場合もあります。
超音波溶接および他の圧力はより小さい圧力の条件、および次の10%の変更の量と、が40% -90%の工作物の変形の冷たい溶接比較しました。
超音波溶接は表面の前処理がおよび治療後後溶接、また他の溶接溶接されるように要求しません。
変化、金属の注入口、外的な暖房および他の外的な要因のない超音波溶接の処置。
超音波溶接は金属の構造が変わらない、従ってそれが電子工学分野の溶接の適用のために適しているように、(溶接部の温度は溶接される金属の絶対溶ける温度の50%を超過しません)材料の温度効果を最小にすることができます。
利点:
の抵抗係数の後のよい電気伝導率は溶接非常に低いですまたはほとんどゼロです;
溶接金属の表面で低いです、酸化はまたはめっきは溶接することができます;
通電時間は、変化なしで、短いですガス、はんだ;
溶接は環境に優しく、安全である火花ではないです
不利な点:
溶接金属の部分ははんだの接合箇所余りにも大きいには場合もありません加圧するには必要性余りにも厚い場合もありません。
コンピュータ マザー ボード回路の家のApplicances回路のための超音波金属の溶接
![]()
![]()
![]()
コンタクトパーソン: Ms. Hogo Lv
電話番号: 0086-15158107730
ファックス: 86-571-88635972